 0755-23179541
0755-23179541 sales@oyii.net
sales@oyii.net.png) 8618926041961
8618926041961
Директно закопаване (DB) 7-лентов 7/3.5 мм
Пакет от HDPE тръби
Директно закопаване (DB) 7-лентов 7/3.5 мм
Описание на продукта

(Фигура 1)
| 1) | Вътрешен микроканал: | 7/3,5 мм |
| 2) | Външен диаметър: | 23,4 мм * 21,6 мм (±0,5 мм) |
| 3) | Дебелина на обшивката: | 1,2 мм (±0,2 мм) |
Забележки:Разтягащият шнур е по избор.
Суровини:
За производството на тръбния сноп се използва HDPE от високомолекулен тип със следните параметри:
Индекс на течливост на стопилката: 0,1~0,4 g/10 минути NISO 1133
(190 °C, 2,16 кг)
Плътност: мин. 0,940 г/cm3ISO 1183
Якост на опън при провлачване: мин. 20 MPa Мин. ISO 527
Удължение при скъсване: мин. 350% ISO 527
Устойчивост на напукване при напрежение от околната среда (F50) мин. 96 часа ISO 4599
Строителство
1. PE обвивка: Външната обвивка е изработена от цветен HDPE, без халогени. Стандартният цвят на външната обвивка е оранжев. Възможен е друг цвят по заявка на клиента.
2. Микроканал: Микроканалът е изработен от HDPE, екструдиран от 100% девствен материал. Цветът може да бъде син (централният канал), червен, зелен, жълт, бял, сив, оранжев или друг по поръчка.
Технически спецификации
Таблица 1: Механични характеристики на вътрешния микроканал Φ7/3.5mm
| Поз. | Механични характеристики | Условия на изпитване | Производителност | Стандартен |
| 1 | Якост на опън при граница на провлачване | Скорост на удължаване: 100 мм/мин | ≥520N | IEC 60794-1-2 Метод Е1 |
| 2 | Смачкане | Дължина на пробата: 250 мм Натоварване: 2450N Продължителност на максималното натоварване: 1 минута Време за възстановяване: 1 час | Външният и вътрешният диаметър трябва да се виждат при визуален оглед без повреди и без намаление на диаметъра с повече от 15%. | IEC 60794-1-2 Метод Е3 |
| 3 | Кинк | ≤70 мм | - | IEC 60794-1-2 Метод Е10 |
| 4 | Въздействие | Радиус на ударната повърхност: 10 мм Енергия на удара: 1J Брой удари: 3 пъти Време за възстановяване: 1 час | При визуален оглед не трябва да има повреди по микроканала. | IEC 60794-1-2 Метод Е4 |
| 5 | Радиус на огъване | Брой завъртания: 5 Диаметър на дорника: 84 мм Nброй цикли: 3 | Външният и вътрешният диаметър трябва да се виждат при визуален оглед без повреди и без намаление на диаметъра с повече от 15%. | IEC 60794-1-2 Метод Е11 |
| 6 | Триене | / | ≤0,1 | M-Line |
Таблица 2: Механични характеристики на тръбен сноп
| Поз. | Елемент | Спецификация | |
| 1 | Външен вид | Гладка външна стена (UV-стабилизирана) без видими примеси; добре пропорционален цвят, без мехурчета или пукнатини; с ясно очертани маркировки по външната стена. | |
| 2 | Якост на опън | Използвайте опънати чорапи, за да опънете пробата съгласно таблицата по-долу: Дължина на пробата: 1 м Скорост на опън: 20 мм/мин Натоварване: 2750N Продължителност на опъването: 5 мин. | Няма видими повреди или остатъчна деформация, по-голяма от 15% от външния диаметър на въздуховодния възел. |
| 3 | Устойчивост на смачкване | Проба с дължина 250 мм след 1 минута време на натоварване и 1 час време за възстановяване. Натоварването (плоча) трябва да бъде 2500 N. Отпечатъкът от плочата върху обвивката не се счита за механично увреждане. | Няма видими повреди или остатъчна деформация, по-голяма от 15% от външния диаметър на въздуховодния възел. |
| Поз. | Елемент | Спецификация |
|
| 4 | Въздействие | Радиусът на ударната повърхност трябва да бъде 10 мм, а енергията на удара 10 Дж. Времето за възстановяване трябва да бъде един изход. Отпечатъкът от ударната повърхност върху микроканала не се счита за механично увреждане. | Няма видими повреди или остатъчна деформация, по-голяма от 15% от външния диаметър на въздуховодния възел. |
| 5 | Завой | Диаметърът на дорника трябва да бъде 40 пъти външния диаметър на пробата, 4 завъртания, 3 цикъла. | Няма видими повреди или остатъчна деформация, по-голяма от 15% от външния диаметър на въздуховодния възел. |
Температура на съхранение
Готовите опаковки от сноп от HDPE тръби на барабани могат да се съхраняват на открито максимум 6 месеца от датата на производство.
Температура на съхранение: -40°C~+70°C
Температура на монтаж: -30°C~+50°C
Работна температура: -40°C~+70°C
-
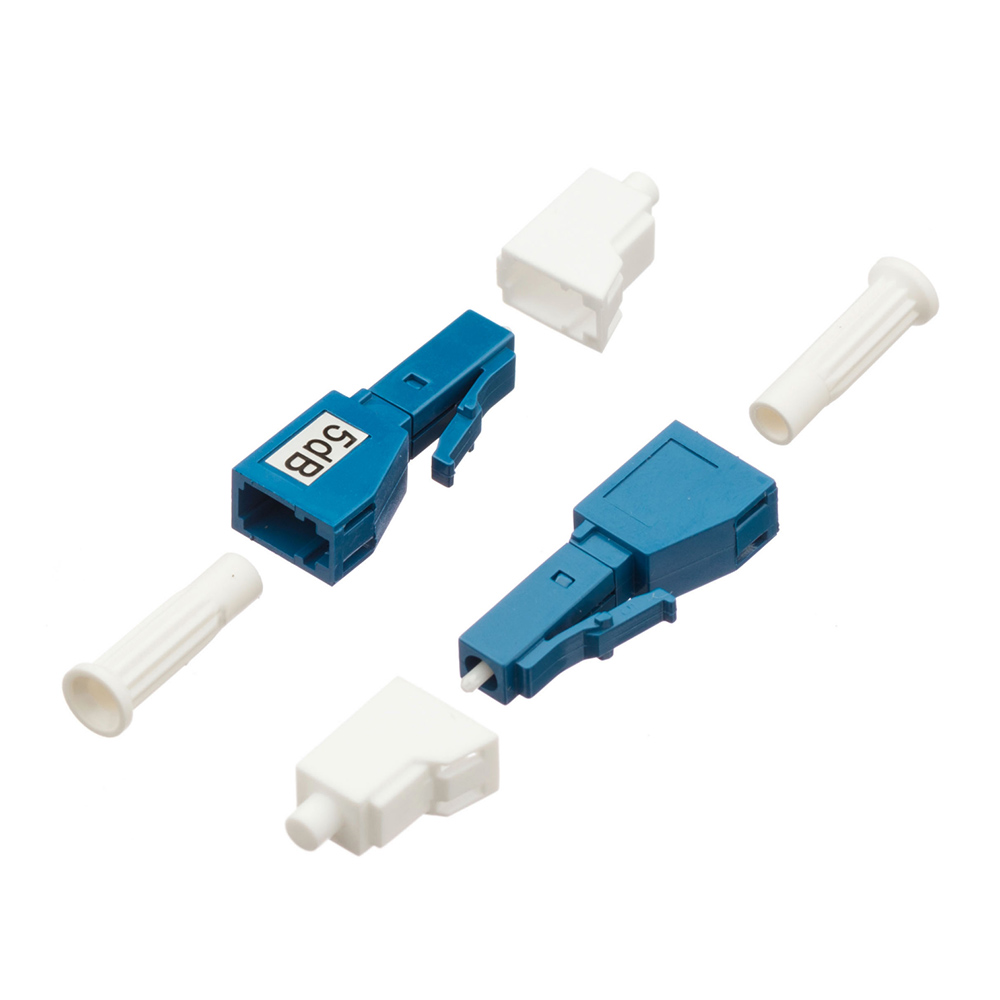
LC атенюатор тип мъжки към женски
Семейството фиксирани атенюатори OYI LC мъжко-женски тип щепсел предлага висока производителност при различни фиксирани атенюатори за индустриални стандартни връзки. Те имат широк диапазон на затихване, изключително ниски загуби на отражение, нечувствителни са към поляризация и имат отлична повторяемост. Благодарение на нашите високо интегрирани възможности за проектиране и производство, затихването на мъжко-женския SC атенюатор може да бъде персонализирано, за да помогне на нашите клиенти да намерят по-добри възможности. Нашите атенюатори отговарят на екологичните инициативи на индустрията, като например ROHS. -

Тип OYI-ODF-FR-Series
Клемният панел за оптични кабели тип OYI-ODF-FR-Series се използва за свързване на кабелни терминали и може да се използва и като разпределителна кутия. Той има 19-инчова стандартна конструкция и е от фиксиран тип за монтаж в шкаф, което го прави удобен за работа. Подходящ е за адаптери SC, LC, ST, FC, E2000 и други. Клемната кутия за оптични кабели, монтирана в шкаф, е устройство, което завършва между оптичните кабели и оптичното комуникационно оборудване. Тя има функции за снаждане, терминиране, съхранение и свързване на оптични кабели. Кутията за оптични кабели от серия FR за монтаж в шкаф осигурява лесен достъп до управлението и снаждането на влакната. Тя предлага универсално решение в множество размери (1U/2U/3U/4U) и стилове за изграждане на опорни мрежи, центрове за данни и корпоративни приложения. -

Тип OYI-ODF-SR2-Series
Клемен панел за оптични кабели OYI-ODF-SR2-Series се използва за свързване на кабелни терминали, може да се използва като разпределителна кутия. Стандартна 19″ конструкция; Монтаж в стелаж; Дизайн с чекмедже, с предна плоча за управление на кабелите, Гъвкаво издърпване, Удобен за работа; Подходящ за SC, LC, ST, FC, E2000 адаптери и др. Клемен панел за оптични кабели, монтиран в стелаж, е устройство, което свързва оптичните кабели и оптичното комуникационно оборудване, с функция за снаждане, терминиране, съхранение и свързване на оптични кабели. Корпус с плъзгащи се релси от серия SR, лесен достъп до управлението на влакната и снаждането. Универсално решение в множество размери (1U/2U/3U/4U) и стилове за изграждане на опорни мрежи, центрове за данни и корпоративни приложения. -

Дуплексен пач кабел
Оптичният дуплексен пач кабел на OYI, известен още като оптичен джъмпер, се състои от оптичен кабел, завършващ с различни конектори на всеки край. Оптичните пач кабели се използват в две основни области на приложение: свързване на компютърни работни станции към контакти и пач панели или оптични крос-конект разпределителни центрове. OYI предлага различни видове оптични пач кабели, включително едномодови, многомодови, многожилни, бронирани пач кабели, както и оптични пигтейли и други специални пач кабели. За повечето пач кабели се предлагат конектори като SC, ST, FC, LC, MU, MTRJ, DIN и E2000 (APC/UPC polish). Освен това предлагаме и MTP/MPO пач кабели. -

OYI D тип бърз конектор
Нашият бърз оптичен конектор OYI тип D е проектиран за FTTH (Fiber To The Home) и FTTX (Fiber To The X). Това е ново поколение оптичен конектор, използван при монтаж, и може да осигури както отворен поток, така и предварително изработени типове, с оптични и механични спецификации, които отговарят на стандарта за оптични конектори. Проектиран е за високо качество и висока ефективност по време на монтаж. -

MPO / MTP магистрални кабели
Пач кабелите Oyi MTP/MPO Trunk & Fan-out предоставят ефикасен начин за бързо инсталиране на голям брой кабели. Те също така осигуряват висока гъвкавост при изключване и повторна употреба. Особено подходящи са за области, които изискват бързо внедряване на опорни кабели с висока плътност в центрове за данни и среди с високо съдържание на оптични влакна за висока производителност. MPO/MTP разклонителните кабели с разклонение използват многожилни оптични кабели с висока плътност и MPO/MTP конектор през междинната разклонителна структура, за да се реализира превключване на разклонението от MPO/MTP към LC, SC, FC, ST, MTRJ и други често срещани конектори. Могат да се използват различни 4-144 едномодови и многомодови оптични кабели, като например обикновени едномодови оптични кабели G652D/G657A1/G657A2, многомодови 62.5/125, 10G OM2/OM3/OM4 или 10G многомодови оптични кабели с висока производителност на огъване и т.н. Подходящи са за директно свързване на разклонителни кабели MTP-LC – единият край е 40Gbps QSFP+, а другият край е четири 10Gbps SFP+. Тази връзка разделя един 40G на четири 10G. В много съществуващи DC среди, LC-MTP кабелите се използват за поддържане на високоплътни опорни влакна между комутатори, монтирани в шкафове панели и главни разпределителни табла.
Ако търсите надеждно, високоскоростно решение за оптичен кабел, OYI е ваш избор. Свържете се с нас сега, за да разберете как можем да ви помогнем да останете свързани и да изведете бизнеса си на следващото ниво.
